
G02, G03 được sử dụng khi gia công cung tròn .
Cấu trúc lệnh :
1. Nội suy cung tròn trên mặt phẳng XY:
G17 G02(G03) X_Y_I_J_F_;
G17 G02(G03) X_Y_R_F_;
2. Nội suy cung tròn trên mặt phẳng ZX:
G18 G02(G03) X_Z_I_K_F_;
G18 G02(G03) X_Z_R_F_;
2. Nội suy cung tròn trên mặt phẳng ZY:
G19 G02(G03) Y_Z_I_K_F_;
G19 G02(G03) Y_Z_R_F_;
G17,G18,G19: Lựa chọn mặt phẳng nơi định cung tròn được định nghĩa
G02: Gọi nội suy cung tròn theo chiều kim đồng hồ.
G03: Gọi nội suy cung tròn ngược chiều kim đồng hồ.
X,Y,Z: Tọa độ điểm cuối cung tròn
I,J,K : Khoảng cách và chiều tính từ điểm bắt đầu cung tròn đến tâm cung tròn.
R: Bán kính cung tròn.
F: Tốc độ chạy dao
Chú ý : 1/ Khi bắt đầu bật điện,G17 (lựa chọn mặt phẳng XY) được lựa chọn ngầm định.Nếu muốn gia công các cung tròn trên mặt phẳng ZX,ZY cần chọn mặt phẳng bằng lệnh G18,G19.
Thông thường các cung tròn được thực hiện trên mặt phẳng XY (G17). khi gia công trên mặt ZX và YZ lựa chọn mặt phẳng bằng lệnh G18,G19.
2/Dấu (+) và (-), với lệnh R xác định theo quy tắc sau đây.
– Với cung tròn 1800 có thể dùng cả dấu (+), (-).
– Nếu cung tròn nằm trong cung 1800, R>0.
– Nếu cung tròn lớn hơn cung 1800, R<0.

3/ Khi chỉ định bán kính R, giá trị R phải tuân theo những điều kiện sau:
 R: bán kính cung tròn
R: bán kính cung tròn
L: chiều dài dây cung tròn
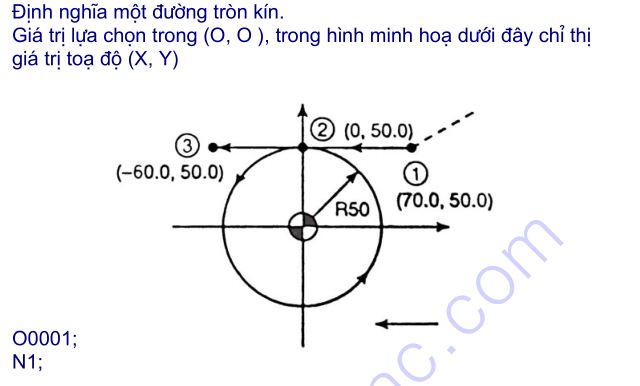
4/Khi cắt một cung tròn kín không sử dụng lệnh R. Sử dụng I, J, và K để định nghĩa bán kính.
5/ Khi lệnh I, J, K được sử dụng cùng với lệnh R trong cùng câu lệnh, lệnh R sẽ được ưu tiên . I,J,K không được sử dụng.
6/ Để cắt cung tròn một cách chính xác sử dụng lệnh I, J, K thay vì R .Nếu như lệnh R được sử dụng thì có nhiều trường hợp tâm của đường tròn không được xác định chính xác độ sai số của phép nội suy đường tròn.
G02, G03 được xác định bằng cách quan sát theo chiều ngược với chiều dương của của trục. Trục quan sát là trục không nằm trên mặt phẳng đang làm việc.
Ví dụ: trên mặt phẳng XY (G17),lệnh G02 được xác định bằng cách quan sát cung tròn ngược chiều với chiều dương của trục Z.
BÀI TẬP THỰC HÀNH :
1/ Lập trình sử dụng lệnh G02 và G03:
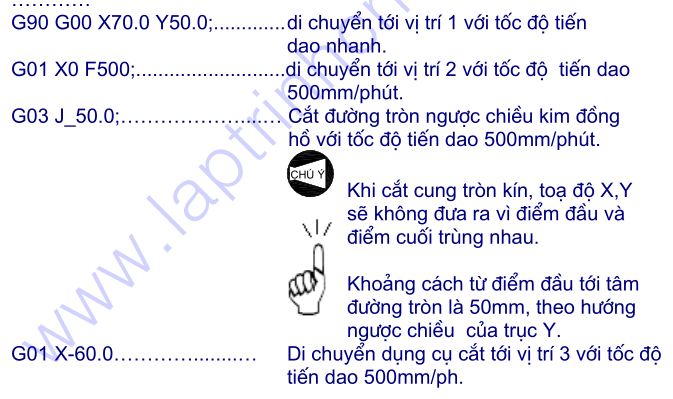
2/ Lập trình sử dụng lệnh G02 và G03:
G90 G01 Y0; …………………………………..Di chuyển dụng cụ tới 1( lệnh trong hệ tuyệt đối)
0 nhận xét:
Đăng nhận xét